УДК 669.711
В.А. Попов, Н.А. Маняк, В.Н. Бредихин
Рассмотрены организационные и технологические аспекты, влияющие на производство алюминиевых литейных, деформируемых сплавов из первичного и вторичного алюминиевого сырья. Представлены плавильные агрегаты, их технические и экономические характеристики и возможные пути их использования для различных алюминиевых сплавов, а также схемы оборота шихтовых материалов при различных видах производства.
Ключевые слова: сплав, литейный, деформируемый, вторичный, печь, схема, оборот металла.
Введение
Алюминий и его сплавы находят широкое применение в быту и в промышленности, поэтому их производство постоянно растет. В зависимости от назначения и химического состава алюминиевые сплавы подразделяют на литейные, деформируемые и антифрикционные, а по видам и качеству материалов шихты и ассортименту готовой продукции сплавы подразделяют для производства литья, для проката и вторичные алюминиевые сплавы.
Технология приготовления сплавов и применяемые плавильные агрегаты для каждого из этих видов производства имеет специфические особенности. Наибольшее влияние на выбор плавильных агрегатов для отдельных предприятий оказывают следующие факторы: состав шихтовых материалов, объемы производства и номенклатура выпускаемых сплавов, технологические ограничения по использованию отходов собственного производства, а также необходимость обеспечения технологических требований по качеству выпускаемых полуфабрикатов и рентабельности их производства, наличие энергетических источников.
Основная часть
Рассмотрим особенности приготовления алюминиевых сплавов.
1. Производство литья
Мировое производство отливок из алюминиевых сплавов достигло более 16,0 млн. т/год, в том числе из вторичных сплавов около 12,0 млн. тонн. В Украине насчитывается более 180 цехов, участков для производства отливок из алюминиевых сплавов общей мощностью около 100,0 тыс. т/год. Из этого количества только восемь цехов имеют мощность до 15 тыс. т/год. Понятие алюминиевые сплавы из первичных металлов и вторичные алюминиевые сплавы условно, если они по физическим, механическим и эксплуатационным свойствам отвечают требованиям машиностроителей.
Трудно утверждать, что литейные сплавы, полученные из первичных металлов, одинаковые по химическому составу с аналогичными сплавами из вторичного сырья и обладают одинаковыми механическими свойствами. Скорее всего, отливки из сплавов первичных металлов будут иметь более высокие показатели относительного удлинения (примерно в 2,5 раза) чем из вторичных сплавов, так как в последних присутствует большое количество микропримесей металлов. Однако, для многих отливок из алюминиевых сплавов, получаемых на машинах литья под давлением вполне достаточно иметь относительное удлинение (%) 1%, а не 2,5%, как при использовании первичных алюминиевых сплавов.
При производстве литья широкое применение нашли индукционные тигельные печи вместимостью от нескольких килограмм до нескольких десятков тонн. Индукционные тигельные печи имеют высокий КПД, в них отсутствуют потери металла с отходящими газами и перегрев футеровки печи выше температуры расплава. Обеспечение равномерного перемешивания металла и незначительные потери металла из-за угара (0,6-1,0%) делают эти печи более предпочтительными при производстве литья из чистых шихтовых материалов.
В последнее время все более широкое применение при производстве алюминиевого литья находят средне- и высокочастотные индукционные тигельные печи, снабженные современными преобразователями частоты (теристорные, транзисторные), автоматической системой регулирования режимов плавки, выдержки. Система "JOKS" представляет процессор, который обеспечивает автоматическое управление плавкой по заранее заданной программе [1].
Канальные индукционные печи широко используют для плавки и в качестве миксеров. Эти печи работают в непрерывном режиме с «болотом». КПД канальных печей выше, чем тигельных. Электрические канальные печи вместимостью 16 т имеют следующие показатели:
удельный расход электроэнергии – 350 кВт*час/т;
безвозвратные потери (угар) – 0,5-0,8%.
безвозвратные потери (угар) – 0,5-0,8%.
В производстве фасонного литья появились новые разработки. Например, комплекс установок горизонтального непрерывного литья (УГНЛ) для отливки тавровых заготовок (876x20мм) из алюминиевых литейных сплавов с содержанием кремния 7-11% [2]. На фирме "VAW Aluminium AG Innwerk" эксплуатируется две печи-миксера вместимостью 38 тонн, две вакуумные раздаточные печи по 16 тонн, одна УГНЛ с двумя кристаллизаторами. Одновременно разливается 20 заготовок сечением 75x54мм при средней производительности 6 т/час [1].
На рис. 1 представлена схема оборота металла при производстве отливок. Чистые «оборотные отходы», используют повторно. Структура оборотных отходов практически идентична и включает элементы литниковой системы. Производственный брак составляет значительную долю оборотных отходов (до 10%). Все загрязненные отходы: стружка, съемы, сплески, облой и др. в целях снижения брака нецелесообразно повторно использовать в производстве отливок и их реализуют на сторону. Таким образом, для получения одной тонны готовых отливок необходимо расплавлять более двух тонн шихтовых материалов.
2. Рафинирование алюминиевых сплавов
При расплавлении шихтовых материалов происходит взаимодействие жидкого металла с атмосферой печи, влагой и оксидами, вносимыми с шихтой, с футеровкой печи и материалом тигля.
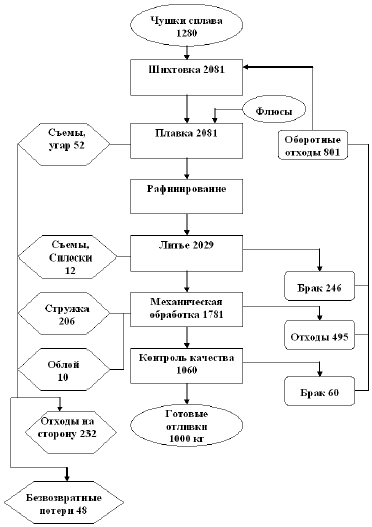
Рисунок 1 – Схема оборота металла при производстве отливок из алюминиевых сплавов.
Все это приводит к загрязнению сплавов твердыми неметаллическими и газовыми включениями, очистка от которых является одной из важнейших операций технологического процесса производства отливок. Указанные загрязнения оказывают отрицательное влияние на свойства и качество отливок из алюминиевых сплавов, такие как: однородность и точность состава, пористость, прочность, склонность к образованию трещин, структура отливок и др.
Литейщики уделяют постоянное внимание мероприятиям по рафинированию расплавов. Наиболее эффективным способом очистки расплавов оказались комбинированные методы рафинирования, включающие продувку инертными газами и фильтрация их через пористые керамические фильтры.
В сочетании с системой управления качеством продукции, особенно применение модифицирования, использование современных методов анализа плотности отливок позволяют обнаружить мельчайшие дефекты, что гарантирует эксплуатационные характеристики отливаемых полуфабрикатов.
3. Производство полуфабрикатов из деформируемых алюминиевых сплавов
В практике производства полуфабрикатов из деформируемых алюминиевых сплавов применяют терминологию «Заводы алюминиевого проката» или "Производство проката". При этом подразумевается производство заготовок методом деформации: прокаткой, прессованием, волочением, ковкой и штамповкой. Основные формы полуфабрикатов: листы, ленты, трубы, прутки, проволока, прессованные профили. В 2007 году мировое производство проката составило более 25,0 млн. тонн. В Украине отсутствует выпуск плоского проката. Общая мощность заводов по выпуску экструзионных полуфабрикатов оценивается примерно в 25,0 тыс.т/год и осуществляется на шести предприятиях. Наиболее крупным предприятием является Донецкий завод алюминиевых профилей (12,0 тыс. т/год).
На раннем этапе развития производства проката из алюминиевых сплавов (сороковые и пятидесятые годы ХХ столетия) основными плавильными агрегатами были электрические печи сопротивления САН-7 и САН-9 вместимостью 7-10 т и мазутные отражательные печи вместимостью 10-15 т.
Но уже в первой половине шестидесятых годов ХХ ст. появляются отражательные газовые или мазутные печи вместимостью 20-40 т и электрические индукционные канальные печи вместимостью 12-16 т.
Для определения наиболее эффективного плавления и литья учитываются два основных фактора: качество полуфабрикатов и себестоимость тонны литья. Однако на качество полуфабрикатов ответственного назначения оказывает влияние не только тип плавильного агрегата, но и конструкция миксера, способы рафинирования расплава и устройство передачи его из миксера в литейный агрегат. Газовые плавильные отражательные печи имеют такие показатели: удельный расход газа 130 нм3/т, безвозвратные потери (угар) – 0,8-1,3% в зависимости от качества шихтовых материалов (возвратных отходов без стружки, шлака и мелких отходов).
Совершенствование конструкции отражательных пламенных печей продолжается. Так, фирмой "Пешинэ" (Франция) был пущен в эксплуатацию плавильно-литейный агрегат производительностью 180 т/сутки, который включал в себя стационарную отражательную печь вместимостью 60 т. Загрузка шихты производится из контейнеров объемом 3 м3 через два боковых окна шириной 2,5 м. Продукты сгорания с температурой 1150-1200°С поступают в радиационный металлический рекуператор, который подогревает воздух для горелок до 600-650°С, тем самым экономится до 15% топлива [2].
Фирма "Hertly metallurqie" разработала плавильно-литейный агрегат производительностью 80 т/сутки, состоящий из печи со съемным сводом вместимостью 32 т. Печь загружается тремя кюбелями вместимостью 10 т. Печь снабжена рекуператором, обеспечивающим подогрев подаваемого в горелки воздуха до 450°С [2].
Несмотря на применение рекуператоров для подогрева воздуха, КПД этих печей едва достигало 30-35%. Поэтому продолжаются поиски более эффективных конструкций печей и топливно-сжигающих устройств – горелок. Одним из таких направлений во многих странах стали разработки шахтных и шахтно-ванных печей.
Фирмой "IST Industriefen+stranggieb–Technik GmBH" разработана плавильно-раздаточная печь производительностью 22 т/час с площадью пода 64 м2 и водоохлаждаемой дверью размером 9,2x1,95 м [2]. К особенностям агрегата относятся:
регулирование давления внутри печи;
герметизация и уплотнение двери;
оптимизация горелок с регулированием направления факела и системы теплопереноса;
обеспечение контроля температуры во всем рабочем пространстве печи.
регулирование давления внутри печи;
герметизация и уплотнение двери;
оптимизация горелок с регулированием направления факела и системы теплопереноса;
обеспечение контроля температуры во всем рабочем пространстве печи.
Печь с выносным карманом получила довольно широкое распространение для переплавки мелкой, не сильно окисленной шихты. Преимущества таких печей состоит в том, что плавка производится в жидкой ванне без присутствия агрессивных газов, что уменьшает потери металла от окисления. Вместимость таких печей достигает 40 т. Однако, в последние годы наиболее широкое применение находят поворотные подовые печи вместимостью до 100 т, которые одновременно служат для корректировки химического состава сплава, т.е. выполняют функции миксера.
При производстве алюминиевого проката в качестве шихтовых материалов используют первичные металлы и чистые собственные оборотные отходы. Из оборотных отходов исключаются: стружка, сильно окисленные, промасленные пресс остатки от производства труб и профилей, съемы, сплески. Эти, так называемые деклассированные отходы после предварительного переплава используют для производства полуфабрикатов не ответственного назначения. На рис. 2 представлена схема оборота металла при производстве проката из алюминиевых сплавов.
4. Производство алюминиевых сплавов из лома и отходов алюминия
Производство алюминиевых сплавов из лома и отходов на плавильных заводах отличается от их производства с использованием первичного алюминия и оборотных отходов на машиностроительных предприятиях.
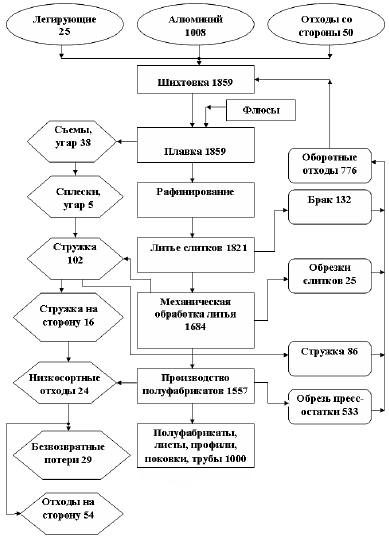
Рисунок 2 – Схема оборота металла при производстве проката из алюминиевых сплавов.
Это обусловлено широким диапазоном составляющих алюминиевого сырья, как по химическому составу, так и по физическому состоянию лома и отходов, наличию железных приделок и/или других цветных металлов.
Таким образом, количество неметаллических включений, которые вносятся вместе с шихтой в печь, оказывает решающее влияние на объемы образования шлаков или съемов (безфлюсовая плавка), повышают затраты на строительство мощных газоочистных сооружений, увеличивает расход топливно-энергетических ресурсов, снижает эффективность переработки, резко уменьшает производительность печных агрегатов.
Многообразие видов перерабатываемых лома и отходов алюминиевых сплавов предопределяет для их переработки большой набор плавильных агрегатов: пламенные отражательные, шахтные печи, индукционные канальные и тигельные печи, а также отражательные электропечи сопротивления, ограниченное применение имеют солевые печи сопротивления.
Основным типом плавильного агрегата в СНГ являлась пламенная отражательная печь, имеющая несколько разновидностей.
В Украине для плавки лома и отходов широкое применение получили двухкамерные пламенные подовые печи, удачно сочетающие в себе функции плавильного агрегата и миксера для доведения до определенной марки и хранение в процессе разливки в готовую продукцию. Двухкамерная печь позволяет наиболее рационально компоновать в одном агрегате плавильную камеру и миксер, а также дает возможность переплавлять сырье с железными приделками, которые после слива металла выгребаются с пода печи.
Мобильность двухкамерной печи при переплавке сложного не подготовленного к плавке лома, в том числе и негабаритного, простота в обслуживании, возможность механизации операций загрузки, перемешивания, скачивания шлака и чистки печи от настылей, небольшие затраты на ремонт и определили их широкое распространение на заводах вторцветмета.
Однако пламенные двухкамерные печи имеют существенные недостатки, которые сдерживают создание нормальных санитарно-гигиенических условий труда обслуживающего персонала и тормозят дальнейшее увеличение производительности труда.
Основные недостатки этих печей:
низкий термический КПД (20-30%), обусловленный недостаточным использованием тепла отходящих газов;
высокие безвозвратные потери, достигающие 3-6% от загрузки металла.
низкий термический КПД (20-30%), обусловленный недостаточным использованием тепла отходящих газов;
высокие безвозвратные потери, достигающие 3-6% от загрузки металла.
В мировой практике в последние десятилетия используются преимущественно роторные барабанные печи, отапливаемые природным газом или дизельным топливом [3]. В роторной барабанной печи можно перерабатывать практически все виды лома и отходов, в том числе и такие как съемы с содержанием металла менее 20%, сильно окисленные отходы от дробления и пакетирования пищевых банок, фольгу, мелкую стружку, которые в иных типах печей плавить неэффективно.
В роторной барабанной печи осуществляется:
очищение расплава от газовых и неметаллических включений в результате непрерывного перемешивания расплава, жидким флюсом и обмывание расплавом загруженной шихты;
обеспечение удаления магния из расплава за счет реакции с составляющими флюса;
снижение потерь металла в печи за счет интенсивного обмывания шихтовых материалов солевым раствором, что способствует удалению оксидных включений из расплава;
интенсификация тепло- и массообмена между факелом и жидкой ванной вследствие увеличения контактирующей поверхности, что увеличивает КПД печи как теплотехнического агрегата;
полная механизация операций загрузки шихтовых материалов, контроль температурного режима плавки, выдачи расплавленного металла и удаления из печи шлака;
полное исключение настылеобразования на футеровке печи, так как она непрерывно очищается расплавленным металлом и флюсом;
герметичность рабочего пространства печи, исключение выбивания газов в помещение цеха.
обеспечение удаления магния из расплава за счет реакции с составляющими флюса;
снижение потерь металла в печи за счет интенсивного обмывания шихтовых материалов солевым раствором, что способствует удалению оксидных включений из расплава;
интенсификация тепло- и массообмена между факелом и жидкой ванной вследствие увеличения контактирующей поверхности, что увеличивает КПД печи как теплотехнического агрегата;
полная механизация операций загрузки шихтовых материалов, контроль температурного режима плавки, выдачи расплавленного металла и удаления из печи шлака;
полное исключение настылеобразования на футеровке печи, так как она непрерывно очищается расплавленным металлом и флюсом;
герметичность рабочего пространства печи, исключение выбивания газов в помещение цеха.
Балансовые плавки по определению потерь металлов при плавке различных отходов производства проката и литья представлены в табл. 1.
Таблица 1 – Потери металлов при производстве проката, литья, чушек и слитков вторичного алюминия в чушках (% от металлозавалки)
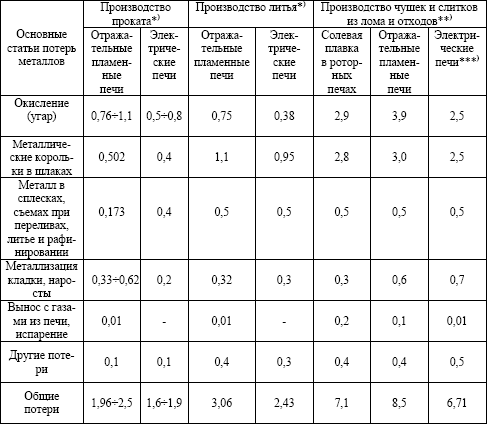
Прим.:*) шихтовые материалы: чушки, компактные оборотные отходы; **) шихтовые материалы: смешанный лом и отходы, в т.ч. стружка, шлаки; ***) шихтовые материалы: подготовленный лом и отходы, кроме шлака.
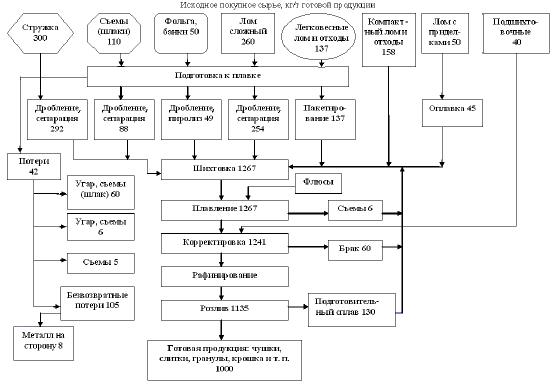
Рисунок 3 – Схема оборота металла при производстве вторичного алюминия
Амортизационный лом и отходы подвергают первичной переработке, которая предусматривает следующие операции: сортировку, разделку, пакетирование (брикетирование), дробление, сушку, магнитную сепарацию и другие виды обработки.
Общая засоренность алюминиевого лома неметаллическими включениями до 6 % от общей их массы, что приводит к повышению потерь металла. В последние годы при производстве вторичных алюминиевых сплавов широкое применение находят наклоняющиеся роторные вращающиеся печи. В результате повышения глубины ванны и уменьшения поверхности соприкосновения шихты и соли с продуктами сгорания расход солей в таких печах сокращается на 20-30%, а коэффициент соли составляет 0,3-1,0 ед. Такой процесс получил название "малосолевая плавка". В наклоняемой роторной печи продукты сгорания совершают петлеобразное движение, что улучшает теплообмен и повышает КПД печи.
Выводы
Выполнен анализ оборота металла при производстве алюминиевых литейных, деформируемых и сплавов из вторичного сырья.
Представлены рациональные схемы набора шихтовых материалов при различных производствах алюминиевых сплавов.
Проанализированы печные агрегаты, используемые в настоящее время и перспективные виды оборудования, показаны их достоинства и недостатки при производстве различных алюминиевых сплавов.
Представлены рациональные схемы набора шихтовых материалов при различных производствах алюминиевых сплавов.
Проанализированы печные агрегаты, используемые в настоящее время и перспективные виды оборудования, показаны их достоинства и недостатки при производстве различных алюминиевых сплавов.
СПИСОК ЛИТЕРАТУРЫ
Виноградов О.Н. Производители литья в 2005 г. / О.Н. Виноградов, В.М. Езжев – К.: Союзлитье, 2005. – 688с.
Гогин В.Б. Развитие технологии и оборудования литейного производства алюминия / В.Б. Гогин, Д.А. Шадаев // Технология легких сплавов. ВИЛС. – 2007, № 4. – С.83-85.
Бредихин В.Н. Современные печные агрегаты по переработке лома и отходов цветных металлов / В.Н. Бредихин, Б.И. Демедюк // Металлургическая и горнорудная промышленность. – 2002, № 4. – С.34–39.
Гогин В.Б. Развитие технологии и оборудования литейного производства алюминия / В.Б. Гогин, Д.А. Шадаев // Технология легких сплавов. ВИЛС. – 2007, № 4. – С.83-85.
Бредихин В.Н. Современные печные агрегаты по переработке лома и отходов цветных металлов / В.Н. Бредихин, Б.И. Демедюк // Металлургическая и горнорудная промышленность. – 2002, № 4. – С.34–39.