Конструкция букс и технология их изготовления должны обеспечивать надежную герметизацию корпуса буксы от утечки смазки и проникновения пыли и влаги внутрь корпуса, удобство и простоту постановки и выемки подшипников скольжения, монтажа и демонтажа роликовых букс, осмотр буксового комплекта без полной разборки в условиях эксплуатации, взаимозаменяемость деталей букс.
Буксы с подшипниками качения различаются по конструкции, применяемым материалам, способу и технологии изготовления корпусов.
По конструкции изготовляют буксы двух типов:
I — без опор для рессорного комплекта;
II — с опорами для рессорного комплекта.
Буксы I типа применяют в тележках грузовых вагонов, II — в тележках вагонов пассажирских, изотермических и специального назначения.
По устройству задней лабиринтной части корпусы букс бывают с отъемным и неотъемным лабиринтом. В зависимости от применяемых при изготовлении корпуса материалов различают буксы стальные и из легких алюминиевых сплавов.
Корпусы букс подразделяют на литые, штампованные и прессованные. Для получения заготовок корпусов букс литьем используют различные методы, выбор которых определяется технико-экономической целесообразностью.
Основные методы получения отливок корпусов букс: отливка в землю, в кокиль, центробежная.
Литье в кокиль рентабельно в серийном и массовом высокомеханизированном производстве. Отливки получаются более точными, с меньшими припусками на механическую обработку.
Центробежное литье — наиболее прогрессивный метод приготовления заготовок в серийном и массовом производстве при наименьшем расходе жидкого металла, получении еще более точных отливок с повышенными механическими свойствами.
Затраты на изготовление таких отливок снижаются из-за отсутствия необходимости изготовления внутренних стержней.
Разработан центробежный метод отливки корпусов букс на поточной линии с использованием кокиля.
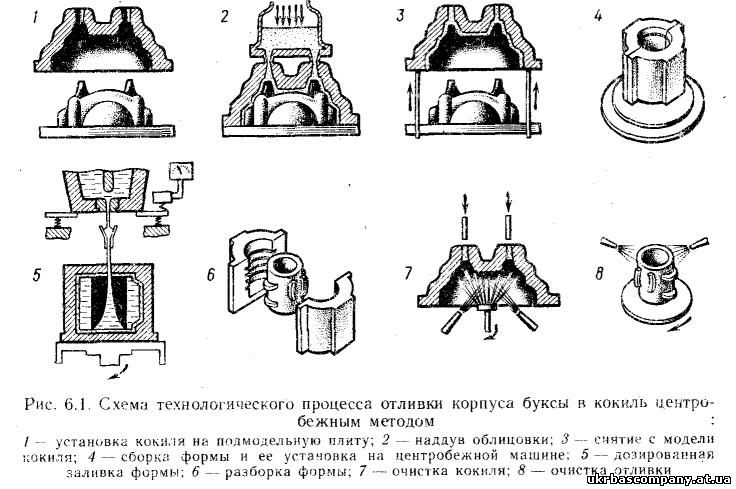
При литье с использованием кокиля его поверхность облицовывается (настреливается, надувается) облицовочной смесью.
Состав смеси в частях по массе:
- кварцевый песок 100, смола СФП-0,ПЛ 2,7;
- борная кислота 0,08;
- теорат кальция или цинка 0,02;
- ацетон 1,5. Толщина облицовки 4—10 мм.
Корпусы букс методом горячей штамповки можно изготовлять из стали и алюминиевых сплавов (АМгб) по одной технологической схеме:
- получение жидкого металла в электропечи вместимостью 20—25 т;
- изготовление трубы на установке полунепрерывной разливки стали;
- нагрев трубы и ее калибровка;
- безотходная резка трубы на заготовки (наружный диаметр 270 мм, толщина стенки 65 мм, длина 240 мм), индукционный нагрев заготовок под штамповку до температуры 1150—1250°С;
- штамповка корпусов на специальном гидравлическом трехплунжерном прессе.
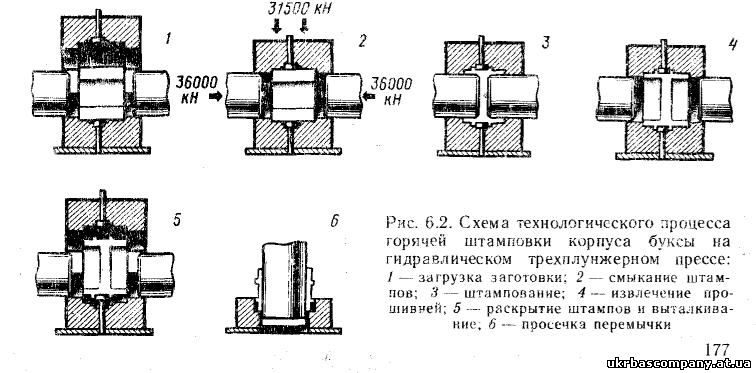
Метод горячей штамповки является прогрессивным и высокопроизводительным процессом.
На каждом корпусе буксы должны быть нанесены знаки маркировки — литые или выбитые:
- товарный знак или номер завода-изготовителя;
- две последние цифры года изготовления;
- порядковый номер отливки для букс II типа.
Механическая
обработка корпусов букс является сложным и трудоемким процессом, при
осуществлении которого необходимо соблюдать определенную
последовательность операций и применять специализированное оборудование.
Буксы, поступившие в ремонт, после обмывки осматривают. Продольные задиры или риски на внутренней поверхности буксы, которые могут появиться при выпрессовке наружных колец, а также фретинг коррозию зачищают шлифовальной шкуркой.
Следы коррозии разрешается оставлять.
Ржавчину, заусенцы, забоины, вмятины на лабиринтных проточках зачищают.
Разработку стенок отверстий в опорах под рессорный комплект букс II типа, происходящую из-за неправильной установки шпинтонов, излома или неправильной подборки буксовых пружин по жесткости, устраняют электронаплавкой с последующей зачисткой абразивными кругами.
Таким же образом восстанавливают направляющие места для пружин.Изломанные болты крепления буксовой крышки высверливают с исправлением резьбы в корпусе буксы, разработанную резьбу заваривают и восстанавливают снова.
Наплавочные работы выполняют электродами Э42, Э42А, Э46А, порошковой проволокой, под слоем флюса или в среде защитного газа.Выработки на внутренней поверхности буксы от проворачивания наружных колец подшипников устраняют гальваническим осталиванием с последующей доводкой размеров на круглошлифовальном станке.
Трущиеся поверхности направляющих пазов в буксах I типа наплавляют и подвергают механической обработке.
Технологический процесс изготовления отливок предусматривает выполнение следующих операций:Корпусы букс для подшипников скольжения отливают из углеродистых сталей марок 15Л или 20Л.
- приготовление формовочных материалов и жидкого металла;
- изготовление стержней, моделей, итейных форм;
- разливку металла в формы, охлаждение отливок;
- выбивку отливок из опок и удаление стержней;
- очистку и обработку отливок;
- термическую обработку и контроль качества отливок.
Стержни изготовляют на пескодувно-пескострельных машинах мод. 305К, которые оборудованы поворотными столами с несколькими позициями для стержневых ящиков и автоматическим устройством для продувки стержней углекислым газом.
Рекомендуемый состав стержневой смеси в массовых долях: 92,4% кварцевого песка, 1,1% едкого натра плотностью 1,2 г/см, 6,5% жидкого стекла плотностью 1,48—1,52 г/см3.
Литейные формы для отливки корпусов букс приготовляют на встряхивающих пневматических формовочных машинах.
Охлаждение отливок происходит на транспортном конвейере, который подает формы к приемному столу пресса для выдавливания из них отливок и формовочной смеси.
Затем отливки очищаются в автоматической установке, оснащенной дробеметными аппаратами.
Литниковая система отделяется от отливок на механизированном конре свободно падающим с высоты 2,5 м грузом массой 300 кг.
Очищенные корпусы букс подвергают нормализации в проходных печах при температуре 900—930 °С в течение 3—3,5 ч.
После нормализации проверяют механические свойства и химический состав отливок корпусов букс по образцам, прошедшим обработку в идентичных с деталями условиях.
Одновременно визуально осматривают поверхность отливок для выявления раковин, пригаров, наплывов. Наличие в направляющих пазах неровностей, приливов металла, неравномерной ширины в местах постановки пылевых шайб не допускается. Обнаруженные раковины вырубают и заваривают.
Механическая обработка корпуса буксы под подшипниками скольжения предусматривает фрезерование опорной поверхности (под вкладыш подшипника) и плоскости горловины под крышку.
Крышки букс изготовляют холодной штамповкой из листовой стали марки Ст2, уплотняют прокладкой, изготовленной из гофрированной масломорозостойкой резины марки Н-26-16а. Прокладку на полотне крышки укрепляют вулканизацией.
При ремонте в стальных корпусах букс для подшипников скольжения наплавляют изношенные поверхности направляющих буксовых пазов, упоры для буксовых вкладышей, приливы для упора пружины крышки буксы; заваривают трещины, которые появляются у кромок отверстия, закрываемого буксовой крышкой, и в стенках пазов для уплотнительной шайбы.
В стальных штампованных крышках заваривают трещины, приваривают оторвавшиеся ушки для валика, отбойную планку.
Ремонт электронаплавкой корпусов букс, подшипников и буксовых вкладышей производится тем же способом, как и при ремонте букс под роликовые подшипники.